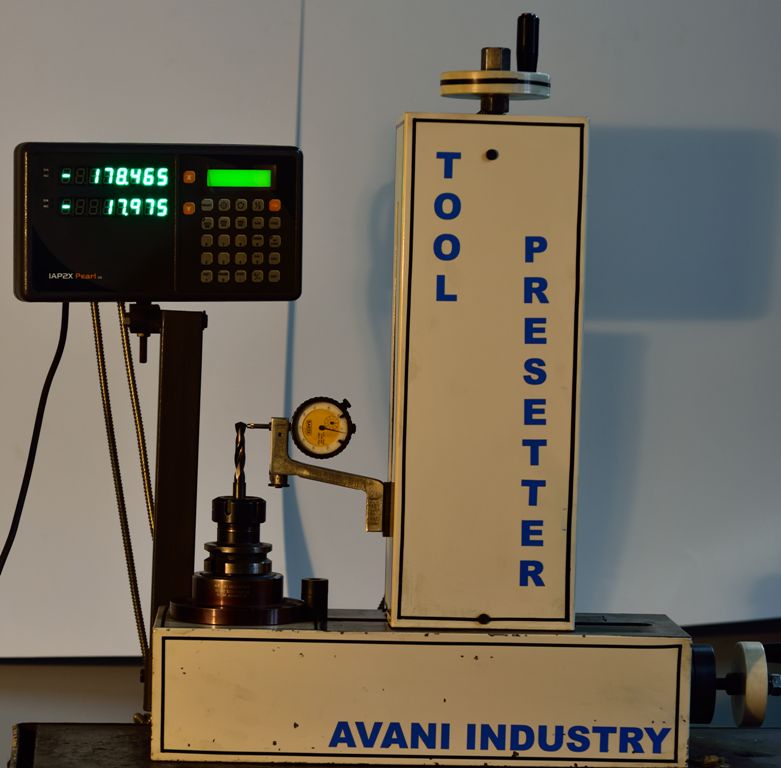
TOOL PRESETTER
Technical Data
Height Measured : 250 mm
Diameter/Radius Measured: 160 mm
Presetter accuracy < 0.020mm/0.025mm
YOUR TOOLS ARE PRESET AND MEASURED BEFORE USE.
Tool Presetter

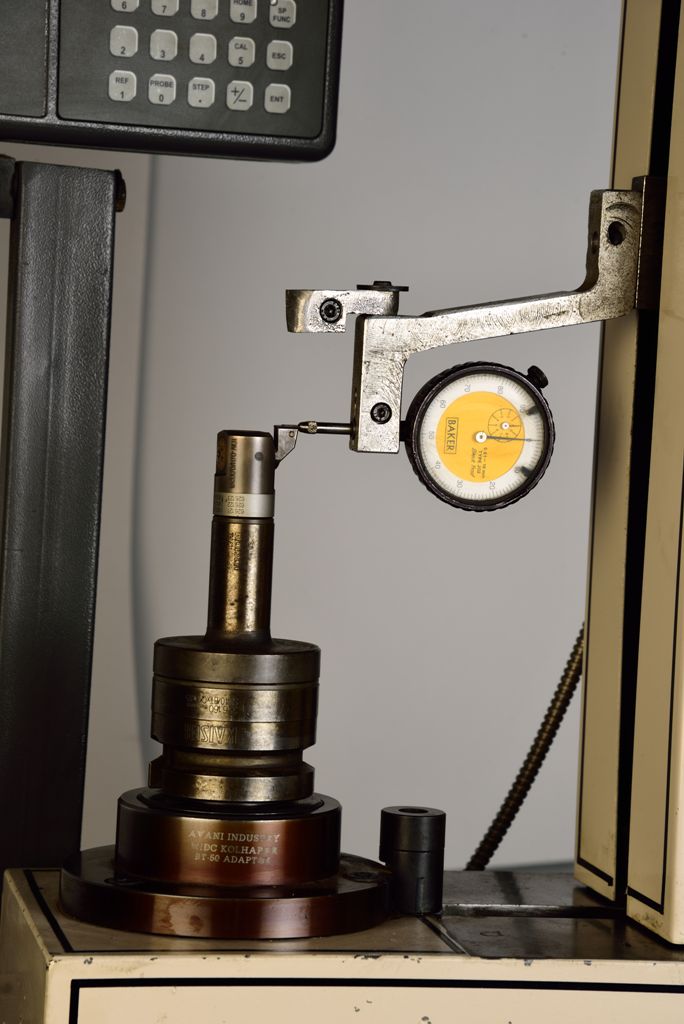
Tool Presetter Boring Bar Setting
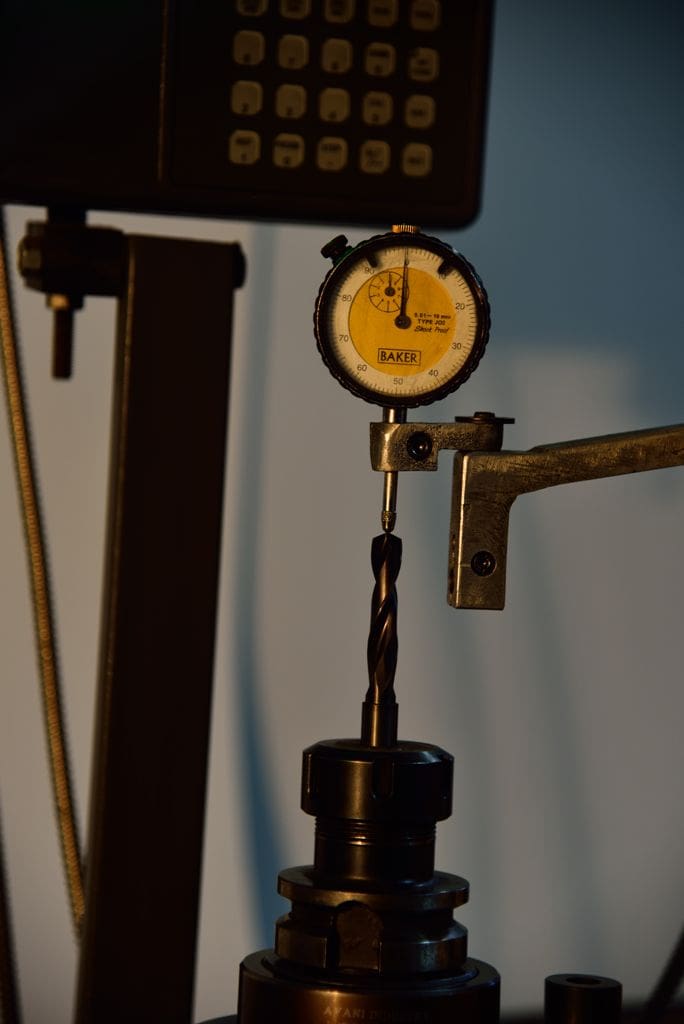
Tool Presetter Drill Runout

Tool Presetter
Tool Presetter Boring Bar setting

Tool Presetter Tool Offset
It's ongoing challenge .To remain competitive ,shops must find new and more efficient ways to increase production ,Often they lock to new ,faster and more precise machine tool as the answer. Sometimes experimentation with a variety of different tooling solutions brings added saving in cycle times. But seldom is enough time spent refining the setup process to minimize interruption and keep the machines cutting.
When part runs are short ,reducing machine down time becomes even more vital and tooling setups must be highly efficient .Naturally ,having the tools preset and ready for the next operation allows for faster change over from one job to the next ,keeping a machine's idle time to minimum.
Offline tool presetting is sometime viewed as an excessive and unnecessary cost ,but without it, the operator deepened on a far more expensive ,yet often less accurate , presetter-the machine tool itself -to handle the tooling setup. As long as the machine is being used to touch offsets to establish initial tool offsets and to cut trial parts, it cannot be making money for the shop. This significant draw on spindle cutting time can make the difference in a shop's profitability.
BENEFITS /WHY USE
Generally we spend near about 60-70% time on tool offset , run out of Drill, Remar ,Boring Bar size set at changeover of job. But when Tools are preset out of machine it reduces the down time.
Tools preset on PRESETTER gives accurate Z offset ,Run out ,Boring Bar Size that's increase process reliability.
If the tool offset are accurate than part quality is increases ultimately is reduces rejection at setting time.
Tools presetting outside the machine center reduces down time and increase productivity.
Sometime operator does not remove tool from adaptor because tool (Remar , Endmill , Boring Bar, milling Cutter) is set . In such a condition we require too many tool adaptor if we have tool presetter than we can reduces.